PET
Tereftalato de polietileno (às vezes escrito poli (tereftalato de etileno)), comumente abreviado PET, PETEou o PETP ou PET-P obsoleto é o mais comum termoplástico polímero resina do poliéster família e é usado em fibras para vestuário, containers para líquidos e alimentos, termoformação para fabricação e em combinação com fibra de vidro para resinas de engenharia.
Também pode ser referido pelo nome da marca Dacron; na Grã-Bretanha, Terileno; ou, na Rússia e na antiga União Soviética, Lavsan.
A maior parte da produção mundial de PET é de fibras sintéticas (mais de 60%), com a produção de garrafas sendo responsável por cerca de 30% da demanda global. No contexto das aplicações têxteis, o PET é referido pelo seu nome comum, poliéster, enquanto o acrônimo PET é geralmente usado em relação à embalagem. O poliéster representa cerca de 18% da produção mundial de polímeros e é o quarto produto mais produzido polímero; polietileno(EDUCAÇAO FISICA), polipropileno (PP) e cloreto de polivinil (PVC) são primeiro, segundo e terceiro, respectivamente.
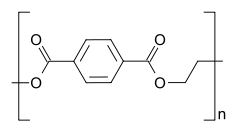
PET consiste em polimerizado unidades do monômero de etileno tereftalato, com repetição (C10H8O4) unidades. O PET é comumente reciclado e tem o número 1 como seu símbolo de reciclagem.
Dependendo do processamento e da história térmica, o tereftalato de polietileno pode existir tanto como um amorfo (transparente) quanto como um polímero semi-cristalino. O material semicristalino pode parecer transparente (tamanho de partícula <500 nm) ou opaco e branco (tamanho de partícula de até alguns micrômetros) dependendo de sua estrutura cristalina e tamanho de partícula. Seu monômero tereftalato de bis (2-hidroxietil) pode ser sintetizado pelo esterificação reação entre ácido tereftálico e etilenoglicol com água como subproduto ou por transesterificação reação entre etilenoglicol e tereftalato de dimetilo com metanol como um subproduto. A polimerização é através de um policondensação reação dos monômeros (realizada imediatamente após a esterificação / transesterificação) com água como subproduto.
| Names | |
|---|---|
| Nome IUPAC
Poli (benzeno-1,4-dicarboxilato de etilo)
|
|
| Identificadores | |
| 25038-59-9 |
|
| Abreviaturas | ANIMAL DE ESTIMAÇÃO, ANIMAL DE ESTIMAÇÃO |
| Propriedades | |
| (C10H8O4)n | |
| Massa molar | variável |
| Densidade | 1.38 g / cm3 (20 ° C), amorfo: 1.370 g / cm3, único cristal: 1.455 g / cm3 |
| Ponto de fusão | > 250 ° C, 260 ° C |
| Ponto de ebulição | > 350 ° C (decompõe-se) |
| Praticamente insolúvel | |
| A condutividade térmica | 0.15 a 0.24 W m-1 K-1 |
| 1.57-1.58, 1.5750 | |
| Termoquímica | |
| 1.0 kJ / (kg · K) | |
| Compostos relacionados | |
|
Relacionado Monômeros
|
Ácido tereftálico Etilenoglicol |
|
Exceto quando indicado de outra forma, são fornecidos dados para materiais em suas estado padrão (a 25 ° C [77 ° F], 100 kPa).
|
|
Uso
Como o PET é um excelente material de barreira à água e à umidade, as garrafas plásticas feitas de PET são amplamente utilizadas para refrigerantes (consulte carbonatação). Para certas garrafas especiais, como as designadas para contenção de cerveja, o PET imprensa uma camada adicional de álcool polivinílico (PVOH) para reduzir ainda mais sua permeabilidade ao oxigênio.
PET orientado biaxialmente película (muitas vezes conhecido por um dos seus nomes comerciais, “Mylar”) pode ser aluminizado por evaporação de uma película fina de metal sobre ele para reduzir a sua permeabilidade, e para torná-lo reflexivo e opaca (MPET) Essas propriedades são úteis em muitas aplicações, incluindo alimentos flexíveis acondicionamento e isolamento térmico. Vejo: "cobertores de espaço“. Por causa de sua alta resistência mecânica, o filme PET é frequentemente usado em aplicações de fita, como o suporte para fita magnética ou o suporte para fitas adesivas sensíveis à pressão.
Folha PET não orientada pode ser termoformado para fazer bandejas e blisters. Se o PET cristalizável for usado, as bandejas podem ser usadas para jantares congelados, pois suportam temperaturas tanto de congelamento quanto de cozimento no forno. Ao contrário do PET amorfo, que é transparente, o PET ou CPET cristalizável tende a ser preto.
Quando preenchido com partículas ou fibras de vidro, torna-se significativamente mais rígido e durável.
O PET também é usado como substrato em células solares de filme fino.
O terileno também é emendado nos topos dos cabos de sino para ajudar a evitar o desgaste das cordas à medida que elas passam pelo teto.
HISTÓRIA
PET foi patenteado em 1941 por John Rex Whinfield, James Tennant Dickson e seu empregador, a Calico Printers 'Association de Manchester, Inglaterra. EI DuPont de Nemours em Delaware, EUA, usou pela primeira vez a marca Mylar em junho de 1951 e recebeu o registro dela em 1952. Ainda é o nome mais conhecido para filmes de poliéster. O atual proprietário da marca é a DuPont Teijin Films US, uma parceria com uma empresa japonesa.
Na União Soviética, o PET foi fabricado pela primeira vez nos laboratórios do Instituto de Compostos Altos Moleculares da Academia de Ciências da URSS em 1949, e seu nome "Lavsan" é uma sigla (laInstituto Института вМарина соединений Академии нtambém СССР).
A garrafa PET foi patenteada em 1973 por Nathaniel Wyeth.
Propriedades físicas
O PET em seu estado natural é uma resina semicristalina incolor. Com base em como é processado, o PET pode ser semirrígido a rígido e é muito leve. É uma boa barreira contra gases e umidade, bem como uma boa barreira para álcool (requer tratamento de “barreira” adicional) e solventes. É forte e resistente a impactos. O PET torna-se branco quando exposto ao clorofórmio e também a certos outros produtos químicos, como o tolueno.
Cerca de 60% de cristalização é o limite superior para produtos comerciais, com exceção das fibras de poliéster. Produtos claros podem ser produzidos resfriando rapidamente o polímero fundido abaixo de Tg temperatura de transição vítrea para formar um sólido amorfo. Como o vidro, o PET amorfo se forma quando suas moléculas não têm tempo suficiente para se organizarem de maneira ordenada e cristalina à medida que o material fundido é resfriado. À temperatura ambiente, as moléculas são congeladas no lugar, mas, se energia térmica suficiente for colocada de volta nelas pelo aquecimento acima deg, eles começam a se mover novamente, permitindo que os cristais nucleados e cresçam. Este procedimento é conhecido como cristalização em estado sólido.
Quando deixado esfriar lentamente, o polímero fundido forma um material mais cristalino. Este material possui esferulitos contendo muitos pequenos cristalitos quando cristalizado a partir de um sólido amorfo, em vez de formar um único cristal grande. A luz tende a se dispersar à medida que atravessa as fronteiras entre cristalitos e as regiões amorfas entre eles. Essa dispersão significa que o PET cristalino é opaco e branco na maioria dos casos. O desenho da fibra está entre os poucos processos industriais que produzem um produto quase monocristalino.
Viscosidade intrínseca

Uma das características mais importantes do PET é chamada de viscosidade intrínseca (IV)
A viscosidade intrínseca do material, encontrada extrapolando para concentração zero de viscosidade relativa para concentração que é medida em decilitros por grama (d / g). A viscosidade intrínseca depende do comprimento de suas cadeias poliméricas, mas não possui unidades devido à extrapolação para concentração zero. Quanto mais o polímero encadeia, mais emaranhados entre as cadeias e, portanto, maior a viscosidade. O comprimento médio da cadeia de um lote específico de resina pode ser controlado durante policondensação.
A faixa de viscosidade intrínseca do PET:
Grau de fibra
- 0.40-0.70 Têxteis
- 0.72-0.98 Técnico, cabo de pneu
Grau de filme
- 0.60-0.70 BoPET (filme PET orientado biaxialmente)
- 0.70–1.00 Folha para termoformação
Grau de garrafa
- 0.70-0.78 Garrafas de água (chatas)
- 0.78-0.85 grau de refrigerante com gás
Monofilamento, plástico de engenharia
- 1.00-2.00
Secagem
PET é higroscópico, o que significa que absorve água de seu entorno. No entanto, quando este PET "úmido" é então aquecido, a água hidrólise PET, diminuindo sua resiliência. Assim, antes que a resina possa ser processada em uma máquina de moldagem, ela deve ser seca. A secagem é alcançada através do uso de um dessecante ou secadores antes que o PET seja inserido no equipamento de processamento.
Dentro da secadora, o ar quente e seco é bombeado para o fundo da tremonha que contém a resina, de forma que ela flui através dos grânulos, removendo a umidade do caminho. O ar quente e úmido sai do topo da caçamba e passa primeiro por um resfriador posterior, porque é mais fácil remover a umidade do ar frio do que do ar quente. O ar úmido frio resultante é então passado por um leito dessecante. Finalmente, o ar seco e frio que sai do leito dessecante é reaquecido em um aquecedor de processo e enviado de volta pelos mesmos processos em um circuito fechado. Normalmente, os níveis de umidade residual na resina devem ser inferiores a 50 partes por milhão (partes de água por milhão de partes de resina, por peso) antes do processamento. O tempo de residência do secador não deve ser inferior a cerca de quatro horas. Isso ocorre porque a secagem do material em menos de 4 horas exigiria uma temperatura acima de 160 ° C, nível em que hidrólise começaria dentro dos pellets antes que pudessem secar.
O PET também pode ser seco em secadores de resina de ar comprimido. Os secadores de ar comprimido não reutilizam o ar de secagem. O ar comprimido aquecido e seco é circulado através dos grânulos de PET como no secador dessecante e depois liberado na atmosfera.
Copolímeros
Além de puro (homopolímero) PET, PET modificado por copolimerização também está disponível.
Em alguns casos, as propriedades modificadas do copolímero são mais desejáveis para uma aplicação específica. Por exemplo, dimetanol ciclohexano (CHDM) pode ser adicionado à estrutura do polímero no lugar de etilenoglicol. Uma vez que este bloco de construção é muito maior (6 átomos de carbono adicionais) do que a unidade de etilenoglicol que ele substitui, ele não se encaixa com as cadeias vizinhas da maneira que uma unidade de etilenoglicol faria. Isso interfere na cristalização e reduz a temperatura de fusão do polímero. Em geral, tais PET é conhecido como PETG ou PETG (tereftalato de polietileno glicol modificado-; Eastman Chemical, SK Chemicals, e Artenius Italia alguns fabricantes PETG). PETG é um termoplástico amorfo transparente que pode ser moldado por injeção ou extrudado em folha. Ele pode ser colorido durante o processamento.
Outro modificador comum é ácido isoftálico, substituindo alguns dos 1,4- (para-) vinculado tereftalato unidades. O 1,2- (ortho-) ou 1,3- (objetivo-) a ligação produz um ângulo na cadeia, que também perturba a cristalinidade.
Esses copolímeros são vantajosos para certas aplicações de moldagem, como termoformação, que é usado, por exemplo, para fazer embalagens de bandejas ou blisters a partir de filme co-PET ou folha de PET amorfa (A-PET) ou folha de PETG. Por outro lado, a cristalização é importante em outras aplicações em que a estabilidade mecânica e dimensional é importante, como cintos de segurança. Para garrafas PET, o uso de pequenas quantidades de ácido isoftálico, CHDM, dietileno glicol (DEG) ou outros comonômeros podem ser úteis: se apenas pequenas quantidades de comonômeros forem usadas, a cristalização será mais lenta, mas não totalmente evitada. Como resultado, é possível obter garrafas através de moldagem por sopro (“SBM”), que são claros e cristalinos o suficiente para constituir uma barreira adequada a aromas e até gases, como o dióxido de carbono em bebidas carbonatadas.
Produção

O tereftalato de polietileno é produzido a partir de etilenoglicol e tereftalato de dimetilo (C6H4(CO2CH3)2) ou ácido tereftálico.
O primeiro é um transesterificação reação, enquanto o último é um esterificação reação.
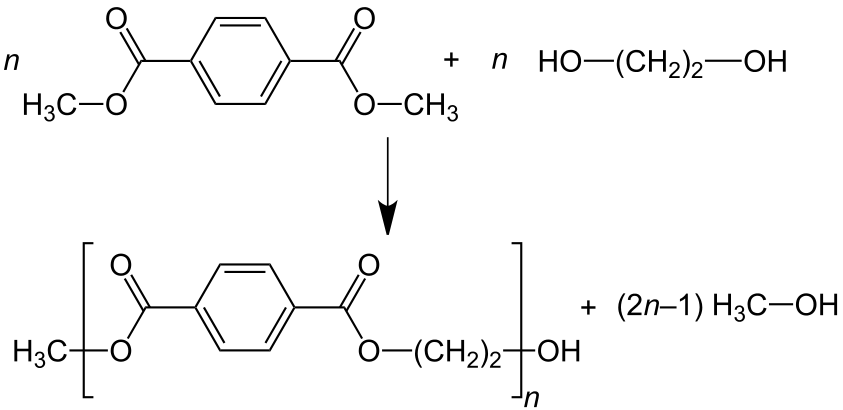
Processo de tereftalato de dimetilo
In tereftalato de dimetilo processo, este composto e o excesso de etilenoglicol são reagidos no fundido a 150–200 ° C com um catalisador básico. Metanol (CH3OH) é removido por destilação para levar a reação adiante. O excesso de etilenoglicol é destilado em temperatura mais alta com a ajuda de vácuo. A segunda etapa de transesterificação prossegue a 270-280 ° C, com destilação contínua de etilenoglicol também.
As reações são idealizadas da seguinte forma:
- Primeiro passo
- C6H4(CO2CH3)2 + 2 HOCH2CH2OH → C6H4(CO2CH2CH2OH)2 + 2 canais3OH
- Segunda etapa
- n C6H4(CO2CH2CH2OH)2 → [(CO) C6H4(CO2CH2CH2Ó)]n + n ALTA2CH2OH
Processo de ácido tereftálico
No ácido tereftálico processo, de esterificação de etilenoglicol e ácido tereftálico é conduzida directamente à pressão moderada (2.7-5.5 bar) e temperatura elevada (220-260 ° C). A água é eliminada na reação e também é continuamente removida por destilação:
- n C6H4(CO2H)2 + n ALTA2CH2OH → [(CO) C6H4(CO2CH2CH2Ó)]n + 2n H2O
degradação
O PET é submetido a vários tipos de degradação durante o processamento. As principais degradações que podem ocorrer são a oxidação térmica hidrolítica e, provavelmente, o mais importante. Quando o PET degrada, várias coisas acontecem: descoloração, corrente cisões resultando em peso molecular reduzido, formação de acetaldeído e ligações cruzadas (Formação de “gel” ou “olho de peixe”). A descoloração é devido à formação de vários sistemas cromóforos após tratamento térmico prolongado em temperaturas elevadas. Isso se torna um problema quando os requisitos ópticos do polímero são muito altos, como em aplicações de embalagem. A degradação térmica e termooxidativa resulta em características de processabilidade e desempenho do material pobres.
Uma maneira de aliviar isso é usar um copolímero. Comonômeros como CHDM ou ácido isoftálico abaixe a temperatura de fusão e reduza o grau de cristalinidade do PET (especialmente importante quando o material é usado na fabricação de garrafas). Assim, a resina pode ser formada plasticamente a temperaturas mais baixas e / ou com menor força. Isso ajuda a evitar a degradação, reduzindo o teor de acetaldeído do produto acabado para um nível aceitável (ou seja, imperceptível). Vejo copolímeros, acima. Outra maneira de melhorar a estabilidade do polímero é usar estabilizadores, principalmente antioxidantes como fosfitos. Recentemente, a estabilização do nível molecular do material usando produtos químicos nanoestruturados também foi considerada.
Acetaldeído
Acetaldeído é uma substância incolor e volátil com um cheiro frutado. Embora se forme naturalmente em algumas frutas, pode causar um gosto estranho na água engarrafada. O acetaldeído se forma pela degradação do PET por meio do manuseio incorreto do material. Altas temperaturas (o PET se decompõe acima de 300 ° C ou 570 ° F), altas pressões, velocidades da extrusora (fluxo de cisalhamento excessivo aumenta a temperatura) e longos tempos de residência no barril, todos contribuem para a produção de acetaldeído. Quando o acetaldeído é produzido, parte dele permanece dissolvido nas paredes de um recipiente e então difuso no produto armazenado no interior, alterando o sabor e o aroma. Esse não é um problema para não consumíveis (como xampu), para sucos de frutas (que já contêm acetaldeído) ou para bebidas com sabor forte, como refrigerantes. Para a água engarrafada, no entanto, o baixo teor de acetaldeído é muito importante, porque, se nada mascarar o aroma, mesmo concentrações extremamente baixas (10 a 20 partes por bilhão na água) de acetaldeído podem produzir um sabor desagradável.
Antimônio
Antimônio (Sb) é um elemento metalóide usado como catalisador na forma de compostos como trióxido de antimônio (Sb2O3) ou triacetato de antimônio na produção de PET. Após a fabricação, uma quantidade detectável de antimônio pode ser encontrada na superfície do produto. Este resíduo pode ser removido com a lavagem. O antimônio também permanece no próprio material e pode, assim, migrar para alimentos e bebidas. A exposição do PET à fervura ou ao microondas pode aumentar significativamente os níveis de antimônio, possivelmente acima dos níveis máximos de contaminação da USEPA. O limite de água potável avaliado pela OMS é de 20 partes por bilhão (OMS, 2003), e o limite de água potável nos EUA é de 6 partes por bilhão. Embora o trióxido de antimônio seja de baixa toxicidade quando tomado por via oral, sua presença ainda é preocupante. Os suíços Escritório Federal de Saúde Pública investigou a quantidade de migração de antimônio, comparando águas engarrafadas em PET e vidro: As concentrações de antimônio da água em garrafas PET eram maiores, mas ainda bem abaixo da concentração máxima permitida. O Escritório Federal Suíço de Saúde Pública concluiu que pequenas quantidades de antimônio migrar do PET para água engarrafada, mas que o risco para a saúde dos resultantes baixas concentrações é insignificante (1% dos “ingestão diária tolerável”Determinado pelo QUEM) Um estudo posterior (2006), mas amplamente divulgado, encontrou quantidades semelhantes de antimônio na água em garrafas PET. A OMS publicou uma avaliação de risco de antimônio na água potável.
sucos de frutas concentrados (para o qual há diretrizes são estabelecidas), no entanto, que foram produzidos e engarrafados na PET no Reino Unido foram encontrados para conter até 44.7 mg / L de antimônio, bem acima dos limites da UE para água de torneira de 5 µg / L.
Biodegradação
nocardia pode degradar o PET com uma enzima esterase.
Cientistas japoneses isolaram uma bactéria Ideonella sakaiensis que possui duas enzimas que podem decompor o PET em pedaços menores que a bactéria pode digerir. Uma colônia de I. sakaiensis pode desintegrar um filme plástico em cerca de seis semanas.
Segurança
Comentário publicado em Environmental Health Perspectives em abril de 2010 sugeriu que o PET pudesse render desreguladores endócrinos sob condições de uso comum e pesquisa recomendada sobre esse tópico. Os mecanismos propostos incluem a lixiviação de ftalatos bem como a lixiviação de antimônio. Artigo publicado em Revista de Monitoramento Ambiental em abril de 2012 conclui que a concentração de antimônio na água desionizada armazenado em garrafas PET permanece dentro do limite aceitável da UE, mesmo se armazenado brevemente em temperaturas de até 60 ° C (140 ° F), enquanto o conteúdo engarrafado (água ou refrigerantes) pode ocasionalmente exceder o limite da UE após menos de um ano de armazenamento na sala temperatura.
Equipamento de processamento de garrafas

Existem dois métodos básicos de moldagem para garrafas PET, em uma etapa e duas etapas. Na moldagem em duas etapas, duas máquinas separadas são usadas. A primeira máquina de injeção molda a pré-forma, que se assemelha a um tubo de ensaio, com as roscas da tampa da garrafa já moldadas no lugar. O corpo do tubo é significativamente mais espesso, pois será inflado em sua forma final na segunda etapa usando moldagem por sopro.
Na segunda etapa, as pré-formas são aquecidas rapidamente e depois infladas contra um molde de duas partes para transformá-las na forma final da garrafa. As pré-formas (garrafas não infladas) agora também são usadas como recipientes robustos e únicos; além de novidades em doces, alguns capítulos da Cruz Vermelha os distribuem como parte do programa Vial of Life aos proprietários para armazenar histórico médico para atendentes de emergências. Outro uso cada vez mais comum para as pré-formas são os contêineres na atividade ao ar livre Geocaching.
Em máquinas de uma etapa, todo o processo, desde a matéria-prima até o contêiner acabado, é conduzido dentro de uma máquina, tornando-o especialmente adequado para a moldagem de formas não-padrão (moldagem personalizada), incluindo frascos, formas planas ovais, frascos etc. Seu maior mérito é a redução de espaço, manuseio e energia do produto e qualidade visual muito mais alta do que a obtida no sistema de duas etapas.
Indústria de reciclagem de poliéster
No ano de 2016, estimou-se que 56 milhões de toneladas de PET são produzidas a cada ano.
Embora a maioria dos termoplásticos possa, em princípio, ser reciclada, Reciclagem de garrafas PET é mais prático do que muitas outras aplicações de plástico, devido ao alto valor da resina e ao uso quase exclusivo de PET para engarrafamento de água e refrigerantes amplamente utilizado. PET tem um código de identificação de resina de 1. Os principais usos do PET reciclado são poliéster fibra, cintas e recipientes não alimentares.
Devido à reciclabilidade do PET e à relativa abundância de resíduos pós-consumo na forma de garrafas, o PET está rapidamente ganhando participação de mercado como uma fibra de carpete. Indústrias Mohawk lançou o everSTRAND em 1999, uma fibra PET 100% reciclada pós-consumo. Desde então, mais de 17 bilhões de garrafas foram recicladas em fibra de carpete. Pharr Yarns, um fornecedor de vários fabricantes de carpetes, incluindo Looptex, Dobbs Mills e Berkshire Flooring, produz uma fibra de carpete PET de BCF (filamento contínuo a granel) contendo um mínimo de 25% de conteúdo reciclado pós-consumo.
O PET, como em muitos plásticos, também é um excelente candidato para descarte térmico (incineração), pois é composto de carbono, hidrogênio e oxigênio, com apenas pequenas quantidades de elementos catalisadores (mas sem enxofre). O PET tem o conteúdo energético do carvão macio.
Ao reciclar tereftalato de polietileno ou PET ou poliéster, geralmente é necessário diferenciar duas maneiras:
- A reciclagem de produtos químicos de volta às matérias-primas iniciais purificadas ácido tereftálico (PTA) ou tereftalato de dimetilo (DMT) e etilenoglicol (EG), onde a estrutura do polímero é destruída completamente ou em intermediários de processo, como tereftalato de bis (2-hidroxietil)
- A reciclagem mecânica onde as propriedades originais do polímero estão sendo mantidas ou reconstituídas.
A reciclagem química de PET se tornará rentável, aplicando apenas linhas de reciclagem de alta capacidade de mais de 50,000 toneladas / ano. Essas linhas só podiam ser vistas, se é que existiam, nos locais de produção de grandes produtores de poliéster. Várias tentativas de magnitude industrial para estabelecer essas plantas de reciclagem química foram feitas no passado, mas sem sucesso retumbante. Até a promissora reciclagem química no Japão não se tornou um avanço industrial até agora. As duas razões para isso são: no início, a dificuldade de fornecimento consistente e contínuo de garrafas de resíduos em uma quantidade tão grande em um único local e, em segundo, o aumento constante dos preços e a volatilidade dos preços das garrafas coletadas. Os preços das garrafas enfardadas aumentaram, por exemplo, entre os anos de 2000 e 2008, de cerca de 50 euros / tonelada para mais de 500 euros / tonelada em 2008.
Atualmente, a reciclagem mecânica ou a circulação direta de PET no estado polimérico é operada nas mais diversas variantes. Esses tipos de processos são típicos da indústria de pequeno e médio porte. A eficiência de custos já pode ser alcançada com as capacidades da planta na faixa de 5000 a 20,000 toneladas / ano. Nesse caso, quase todos os tipos de retorno de material reciclado para a circulação de material são possíveis hoje. Esses diversos processos de reciclagem serão discutidos a seguir em detalhes.
Além de contaminantes químicos e degradação produtos gerados durante o primeiro processamento e uso, as impurezas mecânicas representam a parte principal da depreciação da qualidade no fluxo de reciclagem. Os materiais reciclados são cada vez mais introduzidos nos processos de fabricação, que foram originalmente projetados apenas para novos materiais. Portanto, processos eficientes de classificação, separação e limpeza tornam-se mais importantes para o poliéster reciclado de alta qualidade.
Ao falar sobre a indústria de reciclagem de poliéster, estamos nos concentrando principalmente na reciclagem de garrafas PET, que são usadas para todos os tipos de embalagens de líquidos, como água, refrigerantes, sucos, cerveja, molhos, detergentes, produtos químicos domésticos e assim por diante. As garrafas são fáceis de distinguir por causa da forma e consistência e separam dos fluxos de resíduos de plástico por processos automáticos ou de classificação manual. A indústria estabelecida de reciclagem de poliéster consiste em três seções principais:
- Recolha de garrafas PET e separação de resíduos: logística de resíduos
- Produção de flocos de garrafa limpos: produção de flocos
- Conversão de flocos de PET em produtos finais: processamento de flocos
O produto intermediário da primeira seção é o desperdício de garrafas embaladas com um teor de PET superior a 90%. A forma mais comum de negociação é o fardo, mas também as garrafas pré-cortadas em tijolos ou mesmo soltas são comuns no mercado. Na segunda seção, as garrafas coletadas são convertidas em flocos de garrafas PET limpas. Esta etapa pode ser mais ou menos complexa e complicada, dependendo da qualidade final exigida do floco. Durante a terceira etapa, os flocos de garrafas PET são processados para qualquer tipo de produto, como filme, garrafas, fibras, filamentos, cintas ou intermediários, como pellets, para posterior processamento e engenharia de plásticos.
Além dessa reciclagem externa de garrafas de poliéster (pós-consumo), existem vários processos internos de reciclagem (pré-consumo), nos quais o material polimérico desperdiçado não sai do local de produção para o mercado livre e é reutilizado no mesmo circuito de produção. Dessa forma, o desperdício de fibra é reutilizado diretamente para produzir fibra, o resíduo de pré-forma é reutilizado diretamente para produzir pré-formas e o resíduo de filme é reutilizado diretamente para produzir filme.
Reciclagem de garrafas PET
Purificação e descontaminação
O sucesso de qualquer conceito de reciclagem está oculto na eficiência da purificação e descontaminação no lugar certo durante o processamento e na extensão necessária ou desejada.
Em geral, o seguinte se aplica: Quanto mais cedo forem removidas as substâncias estranhas no processo, e quanto mais isso for feito, mais eficiente será o processo.
O alto Plastificante temperatura do PET na faixa de 280 ° C (536 ° F) é a razão pela qual quase todas as impurezas orgânicas comuns, como PVC, PLA, poliolefina, pasta química de madeira e fibras de papel, acetato de poliviniloadesivo derretido, corantes, açúcar e proteína os resíduos são transformados em produtos de degradação coloridos que, por sua vez, podem liberar, além disso, produtos de degradação reativos. Então, o número de defeitos na cadeia do polímero aumenta consideravelmente. A distribuição de tamanho de partícula de impurezas é muito ampla, as grandes partículas de 60-1000 µm - que são visíveis a olho nu e fáceis de filtrar - representam o mal menor, já que sua superfície total é relativamente pequena e a velocidade de degradação é, portanto, menor. A influência das partículas microscópicas, que —por serem muitas— aumentam a frequência dos defeitos do polímero, é relativamente maior.
O lema “O que os olhos não vêem, o coração não pode sofrer” é considerado muito importante em muitos processos de reciclagem. Portanto, além da classificação eficiente, a remoção de partículas de impurezas visíveis por processos de filtração por fusão desempenha um papel particular neste caso.
Em geral, pode-se dizer que os processos de fabricação de flocos de garrafas PET a partir de garrafas coletadas são tão versáteis quanto os diferentes fluxos de resíduos são diferentes em sua composição e qualidade. Do ponto de vista da tecnologia, não há apenas uma maneira de fazer isso. Enquanto isso, existem muitas empresas de engenharia que oferecem instalações e componentes de produção de flocos e é difícil decidir por um ou outro projeto de planta. No entanto, existem processos que compartilham a maioria desses princípios. Dependendo da composição e do nível de impureza do material de entrada, as seguintes etapas gerais do processo são aplicadas.
- Abertura de fardos, abertura de briquetes
- Classificação e seleção para cores diferentes, polímeros estrangeiros, especialmente PVC, matéria estranha, remoção de filme, papel, vidro, areia, solo, pedras e metais
- Pré-lavagem sem corte
- Corte grosseiro a seco ou combinado à pré-lavagem
- Remoção de pedras, vidro e metal
- Peneiração a ar para remover filme, papel e etiquetas
- Moagem, seca e / ou úmida
- Remoção de polímeros de baixa densidade (copos) por diferenças de densidade
- Lavagem a quente
- Lavagem cáustica e ataque à superfície, mantendo viscosidade intrínseca e descontaminação
- Lavagem
- Enxaguamento com água limpa
- Secagem
- Separação de flocos por ar
- Classificação automática de flocos
- Circuito de água e tecnologia de tratamento de água
- Controle de qualidade de flocos



Impurezas e defeitos materiais
O número de possíveis impurezas e defeitos de material que se acumulam no material polimérico está aumentando permanentemente - tanto no processamento quanto no uso de polímeros - levando em consideração uma vida útil crescente, aplicações finais crescentes e reciclagem repetida. No que diz respeito às garrafas PET recicladas, os defeitos mencionados podem ser classificados nos seguintes grupos:
- Os grupos reativos de poliéster OH- ou COOH- são transformados em grupos mortos ou não-reativos, por exemplo, formação de grupos ésteres vinílicos por desidratação ou descarboxilação do ácido tereftalato, reação dos grupos terminais OH- ou COOH- com degradação monofuncional produtos como ácidos mono-carbônicos ou álcoois. Os resultados são diminuição da reatividade durante a re-policondensação ou re-SSP e ampliando a distribuição do peso molecular.
- A proporção do grupo final muda para a direção dos grupos finais de COOH formados através de uma degradação térmica e oxidativa. Os resultados são diminuição da reatividade e aumento da decomposição autocatalítica ácida durante o tratamento térmico na presença de umidade.
- O número de macromoléculas polifuncionais aumenta. Acumulação de géis e defeitos de ramificação de cadeia longa.
- O número, a concentração e a variedade de substâncias estranhas orgânicas e inorgânicas não idênticas ao polímero estão aumentando. A cada novo estresse térmico, as substâncias orgânicas estranhas reagem por decomposição. Isso está causando a liberação de outras substâncias que suportam a degradação e substâncias corantes.
- Grupos de hidróxido e peróxido se acumulam na superfície dos produtos feitos de poliéster na presença de ar (oxigênio) e umidade. Este processo é acelerado pela luz ultravioleta. Durante um processo de tratamento posterior, os peróxidos são uma fonte de radicais de oxigênio, fonte de degradação oxidativa. A destruição de peróxidos deve ocorrer antes do primeiro tratamento térmico ou durante a plastificação e pode ser apoiada por aditivos adequados, como antioxidantes.
Levando em consideração os defeitos químicos e as impurezas acima mencionados, há uma modificação contínua das seguintes características do polímero durante cada ciclo de reciclagem, que são detectáveis por análises químicas e físicas do laboratório.
Em particular:
- Aumento dos grupos finais de COOH
- Aumento do número de cores b
- Aumento de neblina (produtos transparentes)
- Aumento do teor de oligômeros
- Redução na filtrabilidade
- Aumento do conteúdo de subprodutos como acetaldeído, formaldeído
- Aumento de contaminantes estranhos extraíveis
- Diminuição da cor L
- Diminuição de viscosidade intrínseca ou viscosidade dinâmica
- Diminuição da temperatura de cristalização e aumento da velocidade de cristalização
- Diminuição das propriedades mecânicas como resistência à tração, alongamento na ruptura ou módulo de elasticidade
- Ampliação da distribuição do peso molecular
Enquanto isso, a reciclagem de garrafas PET é um processo industrial padrão oferecido por uma grande variedade de empresas de engenharia.
Exemplos de processamento para poliéster reciclado
Os processos de reciclagem com poliéster são quase tão variados quanto os processos de fabricação baseados em pelotas primárias ou fusão. Dependendo da pureza dos materiais reciclados, o poliéster pode ser usado hoje na maioria dos processos de fabricação de poliéster como mistura com polímero virgem ou cada vez mais como polímero 100% reciclado. Algumas exceções, como filme BOPET de baixa espessura, aplicações especiais como filme óptico ou fios por meio de fiação FDY a> 6000 m / min, microfilamentos e microfibras são produzidos apenas de poliéster virgem.
Re-peletização simples de flocos de garrafa
Esse processo consiste em transformar os resíduos de garrafas em flocos, secar e cristalizar os flocos, plastificar e filtrar, bem como peletizar. O produto é um re-granulado amorfo de viscosidade intrínseca na faixa de 0.55 a 0.7 dℓ / g, dependendo de como foi feita a pré-secagem completa dos flocos de PET.
As características especiais são: acetaldeído e oligômeros estão contidos nos grânulos no nível mais baixo; a viscosidade é reduzida de alguma forma, os grânulos são amorfos e precisam ser cristalizados e secos antes do processamento posterior.
Processando para:
- Filme A-PET para termoformação
- Além da produção virgem de PET
- BoPET filme de embalagem
- Garrafa pet resina por SSP
- Fios de carpete
- plástico de engenharia
- Filaments
- Não-tecidos
- Listras de embalagem
- Fibra de grampo.
Escolher a maneira de re-peletização significa ter um processo de conversão adicional que, por um lado, consome muita energia e consome custos e causa destruição térmica. Por outro lado, a etapa de pelotização oferece as seguintes vantagens:
- Filtração intensiva por fusão
- Controle de qualidade intermediário
- Modificação por aditivos
- Seleção e separação de produtos por qualidade
- Maior flexibilidade de processamento
- Uniformização da qualidade.
Fabricação de pelotas ou flocos de PET para garrafas (garrafa a garrafa) e A-PET
Este processo é, em princípio, semelhante ao descrito acima; no entanto, os pellets produzidos são diretamente (contínua ou descontinuamente) cristalizados e então sujeitos a uma policondensação de estado sólido (SSP) em um secador rotativo ou um reator tubular vertical. Durante esta etapa de processamento, a viscosidade intrínseca correspondente de 0.80–0.085 dℓ / g é reconstruída e, ao mesmo tempo, o conteúdo de acetaldeído é reduzido para <1 ppm.
O fato de alguns fabricantes de máquinas e construtores de linhas na Europa e nos EUA se esforçarem para oferecer processos de reciclagem independentes, por exemplo, o chamado processo garrafa a garrafa (B-2-B), como BePET, Estorninho, URRC ou BÜHLER, visa fornecer geralmente a prova da "existência" dos resíduos de extração exigidos e da remoção de contaminantes modelo de acordo com a FDA aplicando o chamado teste de desafio, que é necessário para a aplicação do poliéster tratado no setor de alimentos. Além dessa aprovação de processo, é necessário, no entanto, que qualquer usuário de tais processos verifique constantemente os limites da FDA para as matérias-primas fabricadas por ele mesmo para seu processo.
Conversão direta de flocos de garrafa
Para economizar custos, um número crescente de produtores intermediários de poliéster, como fábricas de fiação, correias ou fábricas de filmes fundidos, está trabalhando no uso direto dos flocos de PET, a partir do tratamento de garrafas usadas, com o objetivo de fabricar uma quantidade cada vez maior. número de intermediários de poliéster. Para o ajuste da viscosidade necessária, além de uma secagem eficiente dos flocos, é possivelmente necessário reconstituir a viscosidade através de policondensação na fase de fusão ou policondensação no estado sólido dos flocos. Os processos mais recentes de conversão de flocos de PET estão aplicando extrusoras de parafuso duplo, extrusoras de parafusos múltiplos ou sistemas de rotação múltipla e desgaseificação a vácuo coincidente para remover a umidade e evitar a pré-secagem dos flocos. Esses processos permitem a conversão de flocos de PET não secados, sem redução substancial da viscosidade causada pela hidrólise.
No que diz respeito ao consumo de flocos de garrafas PET, a porção principal de cerca de 70% é convertida em fibras e filamentos. Ao usar materiais diretamente secundários, como flocos de garrafas em processos de fiação, existem alguns princípios de processamento a serem obtidos.
Os processos de fiação de alta velocidade para a fabricação de POY normalmente precisam de uma viscosidade de 0.62 a 0.64 dℓ / g. A partir de flocos de garrafa, a viscosidade pode ser definida através do grau de secagem. O uso adicional de TiO2 é necessário para fios sem brilho ou sem brilho. Para proteger as fieiras, é necessário, em qualquer caso, uma filtragem eficiente do material fundido. Por enquanto, a quantidade de POY feita com 100% de poliéster reciclável é bastante baixa, porque esse processo requer alta pureza de fiação por fusão. Na maioria das vezes, é usada uma mistura de pellets virgens e reciclados.
As fibras descontínuas são fiadas em uma faixa de viscosidade intrínseca que fica um pouco mais baixa e que deve estar entre 0.58 e 0.62 dℓ / g. Também neste caso, a viscosidade necessária pode ser ajustada por secagem ou ajuste a vácuo em caso de extrusão a vácuo. Para ajustar a viscosidade, no entanto, uma adição de modificador de comprimento de corrente como etilenoglicol or dietileno glicol também pode ser usado.
A fiação não tecida - no campo de título fino para aplicações têxteis, bem como a fiação pesada não tecida como materiais básicos, por exemplo, para coberturas de telhado ou na construção de estradas - podem ser fabricadas por flocos de garrafas de fiação. A viscosidade da fiação está novamente dentro de uma faixa de 0.58 a 0.65 dℓ / g.
Um campo de interesse crescente em que materiais reciclados são usados é a fabricação de tiras de embalagem de alta tenacidade e monofilamentos. Em ambos os casos, a matéria-prima inicial é principalmente um material reciclado de maior viscosidade intrínseca. As tiras de embalagem de alta tenacidade e o monofilamento são então fabricados no processo de fiação por fusão.
Reciclagem para os monômeros
O tereftalato de polietileno pode ser despolimerizado para produzir os monômeros constituintes. Após a purificação, os monômeros podem ser usados para preparar novo tereftalato de polietileno. As ligações éster no tereftalato de polietileno podem ser clivadas por hidrólise ou por transesterificação. As reações são simplesmente o inverso das usadas em produção.
Glicólise parcial
A glicólise parcial (transesterificação com etileno glicol) converte o polímero rígido em oligômeros de cadeia curta que podem ser filtrados por fusão a baixa temperatura. Uma vez livres das impurezas, os oligômeros podem ser devolvidos ao processo de produção para polimerização.
A tarefa consiste em alimentar 10 a 25% de flocos de mamadeira, mantendo a qualidade dos pellets de mamadeira fabricados na linha. Esse objetivo é resolvido degradando os flocos de garrafas PET - já durante sua primeira plasticização, que pode ser realizada em uma extrusora de parafuso único ou múltiplo - para uma viscosidade intrínseca de cerca de 0.30 dℓ / g, adicionando pequenas quantidades de etileno glicol e sujeitando a corrente de fusão de baixa viscosidade a uma filtragem eficiente diretamente após a plastificação. Além disso, a temperatura é levada ao limite mais baixo possível. Além disso, com esta forma de processamento, é possível a decomposição química dos hidróxidos, adicionando diretamente um estabilizador P correspondente ao plastificar. A destruição dos grupos de peróxido de hidrogênio é, com outros processos, já realizada durante a última etapa do tratamento de flocos, por exemplo, pela adição de H3PO3. O material reciclado parcialmente glicolisado e finamente filtrado é alimentado continuamente ao reator de esterificação ou pré-policondensação, as quantidades de dosagem das matérias-primas são ajustadas em conformidade.
Glicólise total, metanólise e hidrólise
O tratamento de resíduos de poliéster através da glicólise total para converter totalmente o poliéster em tereftalato de bis (2-hidroxietil) (C6H4(CO2CH2CH2OH)2) Este composto é purificado por destilação a vácuo e é um dos intermediários utilizados na fabricação de poliéster. A reação envolvida é a seguinte:
- [(CO) C6H4(CO2CH2CH2Ó)]n + n ALTA2CH2Ah → n C6H4(CO2CH2CH2OH)2
Esta rota de reciclagem foi executada em escala industrial no Japão como produção experimental.
Semelhante à glicólise total, a metanólise converte o poliéster em tereftalato de dimetilo, que pode ser filtrado e destilado a vácuo:
- [(CO) C6H4(CO2CH2CH2Ó)]n + 2n CH3Ah → n C6H4(CO2CH3)2
Atualmente, a metanólise é raramente realizada na indústria hoje, porque a produção de poliéster à base de dimetil tereftalato diminuiu tremendamente e muitos produtores de dimetil tereftalato desapareceram.
Também como acima, o tereftalato de polietileno pode ser hidrolisado em ácido tereftálico e etilenoglicol sob alta temperatura e pressão. O ácido tereftálico bruto resultante pode ser purificado por recristalização para produzir material adequado para recolimerização:
- [(CO) C6H4(CO2CH2CH2Ó)]n + 2n H2Ó→ n C6H4(CO2H)2 + n ALTA2CH2OH
Este método ainda não parece ter sido comercializado.